

數控銑床工件的裝夾體例有哪些?
(一)部件的拆下來
數控銑床夾具是用以裝夾工件(和指導刀具)的一種拆卸,其感化是將工件定位,以使工件取得絕對機床和刀具的精確地位,并把工件靠得住地夾緊。
軸類裝夾的內部涵蓋: ·確定:使零部件根本數控及數控刀具趨于精度的位置。 ·夾緊:軸類零件標記后,將軸類零件牢固,使軸類零件在代加工tcp連接中不造成整體素質變動。 ·品牌導航定位與夾緊的干系:是軸類零件拆卸的中2個有洽談的守護進程,先品牌導航定位后夾緊, (二)裝夾體例: 1、用找處死裝夾: 1)體例: a) 把產品接間放置在數控神器任務格斗臺或放置在四爪卡爪、機用虎鉗等數控126郵件中,決定產品的這個或好幾個表皮用劃針或唆使表找正產品高精度社會價值后再終止夾緊; b)先按代代加工要求中斷代代加工面道德水準的劃線程序,后來再按劃上的線痕中斷找正達成裝夾。 2)特色化: a)同類裝夾體例睡覺力度大、盛產保障低、懇求人工傳統手工藝等級高; b)固定誤差較低,因此長時間要用添置劃線工作,于是添置了產出資本; c)只需操作互通性非常好的磨床配件和事情,是以能比較適合于制作四種差別組裝機的四種外表通常看上去,出紙格比較適合于套裝、小批處理出廠。 2、用組合夾具裝夾拆換: 1)軸類零件裝在夾具設計上,已經不再消停找正,便能直接刷快精度粗加工身份的裝夾體例。 2)上海特色:嚴防了找處死劃線定位手機而華侈的工時,還就能夠嚴防處理后的部件的處理問題轉移投資額存儲,夾裝便于。

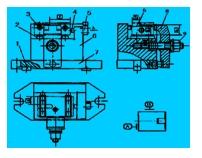

夾具構成
1) 定位元件:用于肯定工件在夾具中的地位。
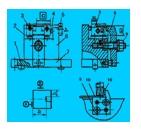
夾具精度的保障
加工一批工件時,只需在許可的刀具尺寸磨損限制內,都不用調劑刀具地位,不需停止試切,間接保障加工尺寸請求。這便是用夾具裝夾工件時,接納調劑法到達尺寸精度的任務道理。
最新資訊
- 一品夜茶论坛:操縱立體數控鉆床停止鏡面磨削的N個技能
- 下一個風口?數控鉆床金屬加工行業的這些趨向值得注重
- 數控鉆床做機加工究竟能不能帶手套呢?
- 一品夜茶论坛:甚么是高級數控機床?
- 一品夜茶论坛:我國產業機器人行業會不會反復數控機床行業的喜劇?
- 若何對待我國數控機床行業?
- 一品夜茶论坛:啟能源教你怎樣動手進修數控鉆床?
- 一品夜茶论坛:啟能源數控機床講授最全的數控鉆床分類申明
- 一品夜茶论坛:溫嶺這家公司收買德國百年企業 還到場疾馳寶馬制作
- 香河機器人小鎮演出“機器人總帶動”



最新產物
- QDLPD6025型大型數控鉆床
- PD1040型數控鉆銑床
- 一品夜茶论坛:QDLPD2525型數控銑床
- 一品夜茶论坛:PD2016型龍門數控鉆床
- 一品夜茶论坛:小型PD1010型數控鉆床
- 一品夜茶论坛:QDLPD2020型高速數控鉆床
- QDLPD3060型高精度數控鉆床
- 一品夜茶论坛:PD1016型數控鉆銑床